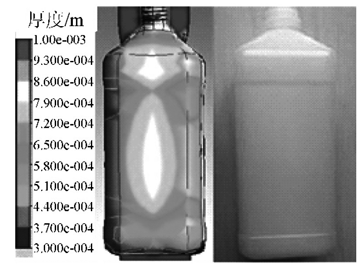
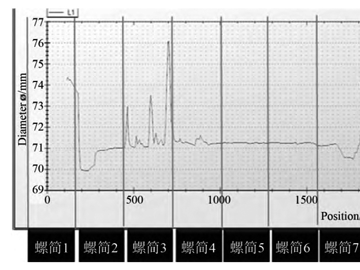
通過(guò)三因素三水平正交試驗(yàn)的設(shè)計(jì)以及型坯12段非等厚度優(yōu)化的方法�,得到最優(yōu)工藝參數(shù)組合,最終實(shí)現(xiàn)吹塑件壁厚合格且均勻性明顯提高�。采用Workbench-Polyflow分析軟件進(jìn)行型吹脹過(guò)程的數(shù)值模擬[1]。
來(lái)源: 發(fā)布時(shí)間:2019年09月18日 11:34:29 閱讀:8353
淀粉類完全生物降解塑料���,因?yàn)榈矸鄣奶匦?���,在吹膜加工過(guò)程中的破孔是最長(zhǎng)見(jiàn)的現(xiàn)象����。 分析穿孔的原因發(fā)現(xiàn)是晶點(diǎn),通過(guò)分析晶點(diǎn)成分����,檢測(cè)螺桿和擠出機(jī)磨損情況確定了晶點(diǎn)產(chǎn)生的源 頭。通過(guò)調(diào)整螺桿和修復(fù)擠出機(jī)缺...
來(lái)源: 發(fā)布時(shí)間:2019年09月18日 10:46:35 閱讀:8409
聚苯醚化學(xué)名稱為聚2,6-二甲基本1����,4-苯醚,簡(jiǎn)稱PPO(polyphenylene oxide)或PPE(polyoheylene ether)���,又稱為聚亞苯基氧化物或聚苯撐醚���,是一類耐高溫的熱塑性樹(shù)脂。市場(chǎng)上通用的主要為改性的聚苯醚(modified...
來(lái)源: 發(fā)布時(shí)間:2019年09月17日 11:10:08 閱讀:6902
首先看看輸出板開(kāi)模閥顯示燈亮不亮����,如果亮,說(shuō)明電腦輸出正常����,電腦到開(kāi)模閥的線路有問(wèn)題,最簡(jiǎn)單辦法就是一個(gè)人用小電筆頂開(kāi)模閥����,另一個(gè)人打開(kāi)模動(dòng)作,如果頂后能順利開(kāi)模�����,就是確認(rèn)路線問(wèn)題�,重新拉一根線就...
來(lái)源: 發(fā)布時(shí)間:2019年09月16日 13:32:33 閱讀:7551
從大氣中吸潮或從著色劑吸潮�,應(yīng)對(duì)著色劑也進(jìn)行干燥���,最好在機(jī)臺(tái)上裝干燥器���。如果塑料濕度大,添加再生料比例過(guò)多或含有有害性屑料(屑料極易分解)���,應(yīng)充分干燥塑料及消除屑料�����。
來(lái)源: 發(fā)布時(shí)間:2019年09月16日 13:30:12 閱讀:6069
冷卻水孔數(shù)量應(yīng)盡可能的多�����,孔徑盡可能的大�����。冷卻水孔中心線與型腔壁的距離應(yīng)為冷卻水道直徑的1倍~2倍(通常12 mm~15 mm)�,冷卻水道之間的中心距約為水孔直徑的3倍~5倍���。水道直徑一般在8 mm以上����。
來(lái)源: 發(fā)布時(shí)間:2019年09月11日 11:49:52 閱讀:7617
CPE即氯化聚乙烯,由專用高密度聚乙烯(HDPE)經(jīng)氯化而制得的��,即用氯原子部分取代HDPE分子鏈上的氫原子的產(chǎn)物�。干燥后為白色粉末����,無(wú)毒。
來(lái)源: 發(fā)布時(shí)間:2019年09月10日 11:47:58 閱讀:7931
在注射生產(chǎn)中���,塑料注塑加工件冷卻時(shí)間約占整個(gè)注射生產(chǎn)周期的80%����。冷卻不良常常導(dǎo)致制品翹曲變形或產(chǎn)生表面缺陷�,影響制品的尺寸穩(wěn)定性。合理地安排注射����、保壓和冷卻時(shí)間,可提高產(chǎn)品質(zhì)量和生產(chǎn)率�。
來(lái)源: 發(fā)布時(shí)間:2019年09月09日 14:22:03 閱讀:5761
韌性是指材料在斷裂前吸收塑性變形功和斷裂功的能力�,表征材料抵抗裂紋擴(kuò)展的性能����,通?��?捎霉こ虘?yīng)力-應(yīng)變曲線下的面積來(lái)衡量�����,面積越大��,韌性越高���,抗斷裂能力越強(qiáng),只有當(dāng)應(yīng)力應(yīng)變曲線的橫縱坐標(biāo)(即強(qiáng)度和應(yīng)變...
來(lái)源: 發(fā)布時(shí)間:2019年09月06日 11:50:08 閱讀:6269























 玻纖含量對(duì)長(zhǎng)玻纖...
玻纖含量對(duì)長(zhǎng)玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...














